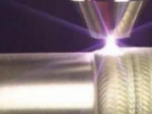
由于其高熔点和良好的高温性能,钨是电子发射的最佳材料,也是氩弧焊引弧电极的最佳选择。最早的钨极氩弧焊电极是纯钨电极,但纯钨电极的电子功函数比较高,约为4.52eV,在中小电流下不易起弧。所以后来所有关于电子发射材料的研究都集中在降低电子的功函数上。最早掺杂的钨电极材料是钍钨,即在钨基中掺杂约1-2%的氧化钍。(这种氧化钍一开始并不是为氩弧焊准备的,而是一个叫Pintsch的美国人发明的改善灯泡用钨丝脆性的材料。)氧化钍的掺杂可以有效提高性能。然而,钍是一种放射性物质。虽然钍的放射性比较小,在钨的涂层下其辐射量更小,但与现在提倡环保的理念不符。

在钍之后,所有对电极材料的研究都集中在能够避免放射性危害,在电子发射性能上无限接近甚至超过钍钨材料的钍钨材料上。中国在这种材料的研究方面走在世界前列。70年代,我国材料专家发明了铈钨电极,80年代,镧钨电极在欧洲市场得到广泛应用。从那时起,苏联首先使用钇钨电极作为氩弧焊。钨、镧钨和钇钨是各国材料专家开发的电极品种,用来替代钍钨电极。早在1984年,国际标准组织就专门制定了ISO684标准,对成分、色标、外观、包装等做出了较为宽泛的规范。这些最好的钨品种。我国关于钨电极的国家标准于2015年制定发布,GB/T 31908-2016于2016年6月1日实施。由于钨资源是中国的优势资源,现在世界上90%以上的各种钨电极材料都产自中国。北方钨新材料公司是国内为数不多的能生产各种钨电极的厂家。
现有品牌的钨电极各有优缺点:钍钨是一种综合性能较好的钨电极,但有放射性。铈钨电极的燃弧性能最好,但承载大电流的能力较差,镧钨电极的耐燃性较好。但在镧钨材料的制备中,低含量的镧钨如WL15(金头)不易起弧,而高含量的WL20(蓝头)则难以形成。钇钨电极(WY20)的优点是弧柱强,在高熔深条件下有优势。但钇在高熔化温度下容易挥发,导致焊接持续性差。纯钨和锆钨电极仅适用于交流焊接,在DC下可能不起弧。
证明单一元素的钨电极无法达到综合性能,于是材料专家调整研究方向添加两种或两种以上的稀土元素,证明可以有效提高钨电极的焊接性能。从20世纪80年代末开始,日本大阪大学首先添加了两种稀土氧化物,2006年前后,原北京钨钼材料厂和北京工业大学尝试同时添加三种稀土氧化物。实践证明,多元复合稀土钨电极的性能可以全面赶上钍钨电极。2013年开始风靡欧美市场的E3钨电极也属于三元复合钨电极范畴。但由于过分追求耐火性和添加镧元素过多,三元电极在生产过程中成品率低,价格高。2017年,Beiw新材料研发出同时添加四种稀土氧化物的WX4钨电极,有效兼顾了焊接性能和制造成本的关系,使这一产品在市场上迅速得到认可和推广成为可能。经北工大焊接实验室测试,WX4高频引弧成功率可达100%,电流负载可提高20%,钨极耐燃性可提高30%,适用于交流/DC焊接。以下是WX4和对比样品的测试数据。
WX4之所以能大幅度提高产品性能,在于镧、铈、钇、锆四种稀土氧化物在不同温度下的扩散速率和电子迁移性能的差异和互补关系,使钨电极的电子发射性能得以持续发挥。
WX4已经批量出口欧洲超过100万件,事实证明其性能非常优越。今年以来,我们在中国大力推广WX4,希望您能得到我们经销商的大力支持。
钨电极性能和稳定性的关键不仅在于成分和配方,还在于钨和掺杂元素的均匀性。两种或两种以上金属粉末的混合过程分为两种技术流派,一种是干法,另一种是湿法。所谓干法,顾名思义就是将几种粉末混合在一起。湿法是先将混合金属变成液体,再与液体或液固混合,然后蒸发水分。两种工艺各有优缺点,但湿法工艺的关键点难以掌握,成本略高。北方钨业新材料公司目前采用的是湿法粉末冶金技术。干法技术也可以获得混合均匀的粉末,但工艺执行要靠人和设备。
钨电极使用中常见问题分析
1、损耗快,不耐烧,出现“钨”,甚至钨电极熔化。
原因:
(1)电流大,已经超过这个直径的钨电极的允许电流,容易造成钨电极快速烧坏甚至熔化。
(2)钨电极的选择,比如你在通讯的情况下选择铈钨,肯定是有可能熔化电极头的,或者选择的钨电极直径太小。应该是2.4,你却选了2.0。
(3)钨电极打磨不当也会导致钨电极熔化。当焊接电流较大时,采用小直径锥角会使电流密度过于集中在钨极尖端,导致钨极容易烧毁甚至熔化。
(4)焊工操作技术问题,点火用钨极尖与母材接触容易导致尖部烧伤钝化,频繁磨刀导致钨极快速损耗。
(5)稀土氧化物和钨混合过程中,有少量低熔点金属,混粉过程对环境要求较高。如果低熔点金属没有得到适当的控制和掺入,就会导致钨熔点的断崖式降低,出现引燃熔化的情况。
2.钨极不引弧,或引弧后弧柱飘忽不定、微弱,熔深达不到要求。
原因:
(1)钨极的选择不正确。纯钨和锆钨只适合在交流条件下焊接,在普通电流下不起弧。
(2)稀土氧化物的作用是在稀土氧化物量较小时,降低电子的功函数。如果稀土氧化物的量不够,就会导致起弧困难。这两年因为钍矿管制,钍价暴涨了20倍,导致一些厂家降低了钍含量。实际上会导致钨极起弧困难,起弧后没有动力。
(3)稀土氧化物和钨混合不均匀。
3.焊接时出现“开裂”声甚至端部开裂。
原因:钨极尖端有劈裂或气泡,是旋锻拉拔过程中温度和速度不匹配造成的。
4.当钨电极在使用后被磨尖时,会发生扁平断裂。
原因:在焊接过程中,钨极前端始终处于高温再结晶状态,再结晶材料因晶粒粗大而容易断裂。所以磨刀的时候不要施加太大的垂直力。
5、偏弧、散弧、弧柱漂移弱。
原因:
(1)磨锐钨电极的方法不正确。钨电极打磨粗糙会产生电弧,钨电极磨痕与电极轴线垂直,也会产生电弧,特别是在小电流的情况下。如果钨磨不居中,会导致偏弧,所以正确的磨法是纵向磨。
(2)金属混合不均匀。